


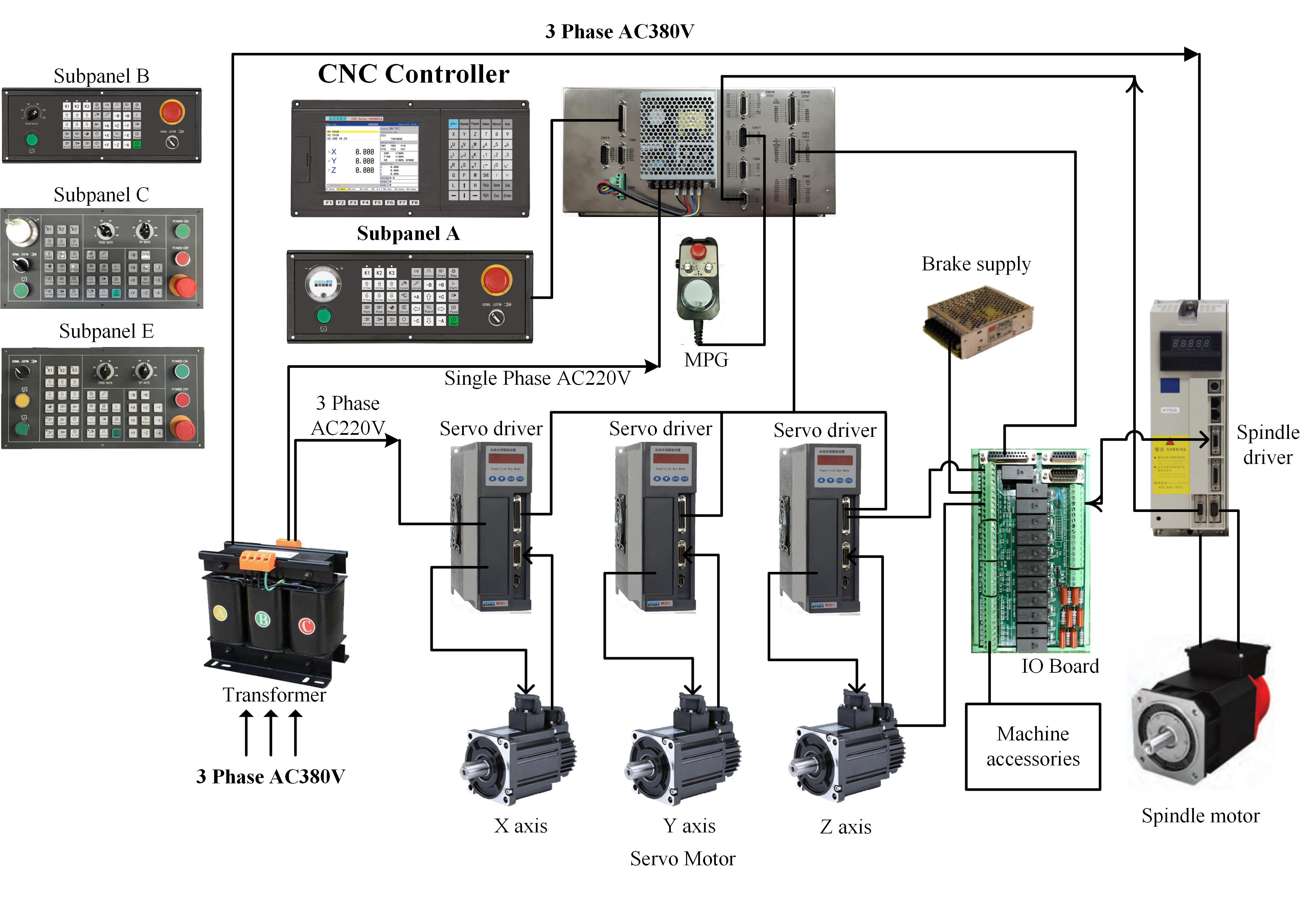
1000 Series 2 3 4 5 Axis Machining Center Controller with RTCP function
Product Features
1.Adopt internationalis vexillum g codice
2.Fully open PLC, tortor et terror informationes
3.Simple HMI (machina humana interface), alternis buxum promptum
4. Omnes parametri monstrantur et prompti sunt Anglice
5.Alarm atque error notitia verbis pro frenum parametri
6.Interpolation nexus functionis 5 axium et supra, functionis RTCP, functionis DNC
7.Support genus Umbrellae ATC, manus mechanica genus ATC, genus linearis ATC, genus Servo ATC, genus speciale ATC
8.Support computatis turris encoder turris et servo turris
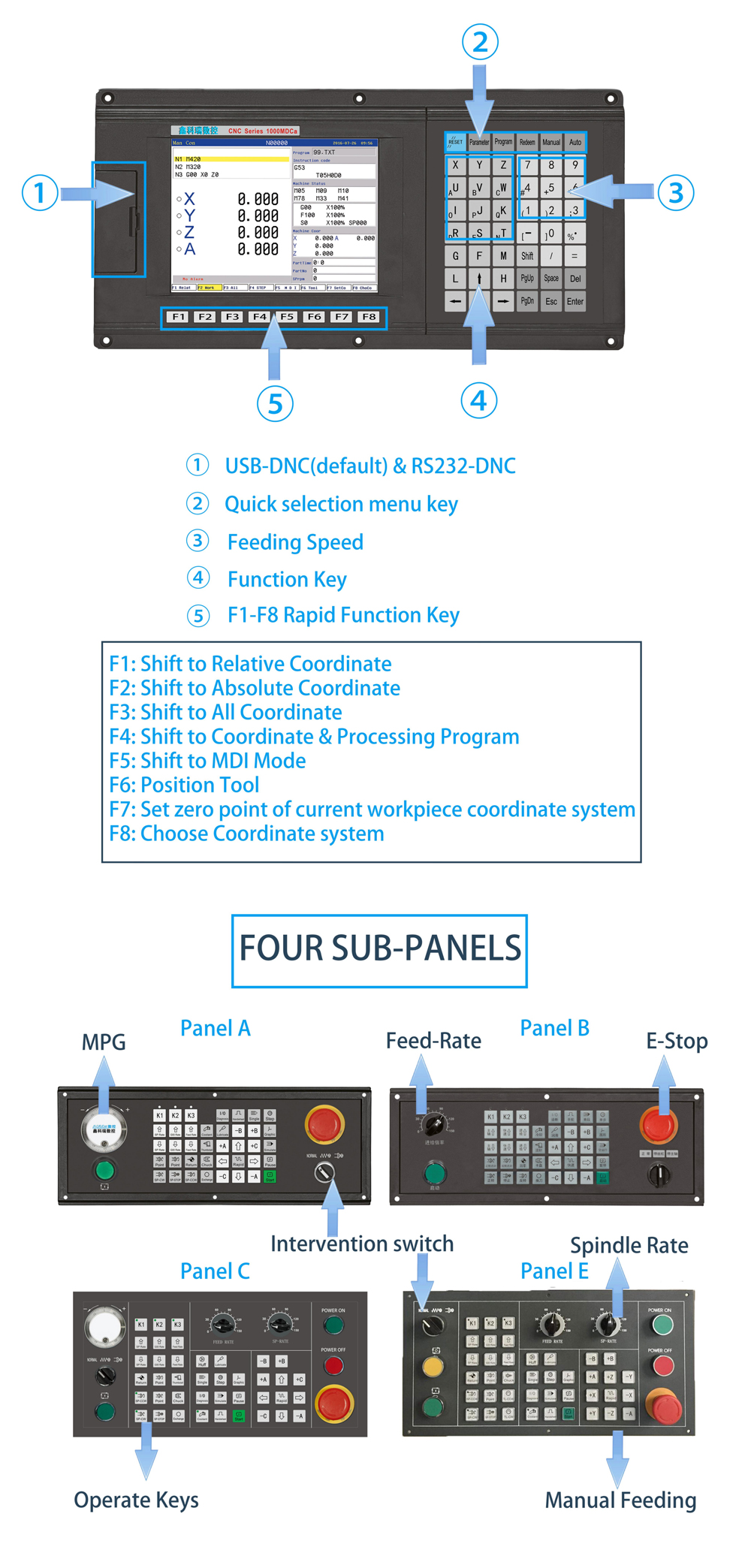
9. Series 1000 et 1500 series habent exempla 4 sub-panel; secundum necessitates tuas eligere potes.
10. NEWKer scriptor CNC moderatoris applicationem etiam variarum machinarum specialium sustinet, ut machinis stridoribus, machinis politioribus, machinis perforatis, machinis exercendis, machinis machinis, machinis machinis quassantibus, etc. Moderator secundario augeri potest. Support personalized customization and design.
Parameter details
| Ratio Function | G ostendit codice | ||
| Numerus imperium axis | 3~8(X,Y,Z,A,B,C,Xs,Ys); | Cursim locate: | G00 |
| Minima programmatio: | 0.001mm | Recta interpolatio | G01 |
| Vestibulum est maxime: | ±9999.999mm | Arcus interpolatio; | G02/03 |
| Summa celeritate; | 60m/min | Fila secans: | G32 |
| velocitate pasce; | 0.001~30m/min | Cyclus secans cylindrum vel conum; | G90 |
| Continua manualis: | unum axem vel plures axes simul | cycli faciei finem incidendi; | G94 |
| Linea interpolationis; | Linea recta, arcus, cochlea filum interpolationis | exolvuntur sectione filum | G92 |
| Scalptor compensatio: | Longitudo compansation、radius narium instrumenti compensatio | Certo exolvuntur percussoque | G93 |
| Drove compensatio initus: | Try ad initus modus mensurae Conscidisti | Exolvuntur aspera in circulo Conscidisti | G71 |
| Fusum munus: | gear、duplex Analog imperium、 Rigid percussoque | Cyclus asperi in extremitate faciei incisus; | G72 |
| Handwheel munus: | panel, handheld | Exolvuntur clausa cut | G73 |
| handwheel processus: | Handwheel processus munus | Exolvuntur terebro voragine ad finem faciem | G74 |
| Praesidium tegumentum: | Munus in screen praesidium | Cyclus secans fossam cum diametro externo | G75 |
| Instrumentum rest munus; | Row instrumentum rest. Electric etiam post XCIX cultellum | Cyclus secans compositis filum | G76 |
| Communicationis munus: | RS232、USB interface | Cursus programmatis | G22,G800 |
| Munus excambium: | Instrumentum compansation、Space compensation Screw picis excambium、Radius compensationis | Loci coordinandi ratio: | G52 |
| Programma recensionis: | Metrica / Imperatoria recta filo tortum et sic porro | Deprehendere disciplinam omit | G31, G311 |
| Terminus positus munus | mollis modus, difficile modus | poli coordinare | G15,G16 |
| munus filum | metrica et inch forma, filum rectum, linum cereum et sic porro | Metrical/imperialis programme: | G20, G21 |
| Preread munus: | Preread 10,000 lineis brevibus | Set coordinare, offset | G184,G185 |
| Signum tutelae: | Multilevel password praesidium | Ratio workpiece coordinare: | G54~G59 |
| Input/output: | I/O 56*24 | Instrumentum radii C | G40,G41,G42 |
| PLC propositum: | Omnia aperta PLC design | Locandi accurate / processus continuus iter: | G60/G64 |
| Acceleratio et retardatio imperium: | Recta linea | Constant incisis linearibus; | G96/G97 |
| Numerus encoder: | quis occasum | Modus pascendi: | G98,G99 |
| Programma usoris tortor: | Have | Committitur punctum tergum progressio: | G26 |
| Munus calces electricae: | Have | Tergum ad certum punctum: | G25,G61,G60 |
| Subpanel | A manu typum habens; B type with band switch; C typus cum A et B, E type | Tergum ad datum punctum: | G28 |
| Applicatio: | VMC, stridor, machina specialis | Suspende: | G04 |
| Macro Programma: | G65,G66,G67 | ||
| Munus auxiliarium: | S、M、T | ||
Munus Commodum
1. Modulus simplex et clarus, manuale suspicere superfluum.
2. aperta PLC, recensere potest online vel offline secundum necessitates.
3. Programma Macronis apertum, prompta ad applicationes flexibiles et ulteriores progressus.
4. Customerization alternis, faciliorem reddere processus.
5. Aperi OPC portum, promptum monitorem remotum et imperium.
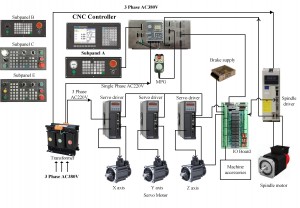
6.Application:CNC Lathe Machina, CNC Conuersus Centrum, Machina molenda ac praesertim autocineto instrumento
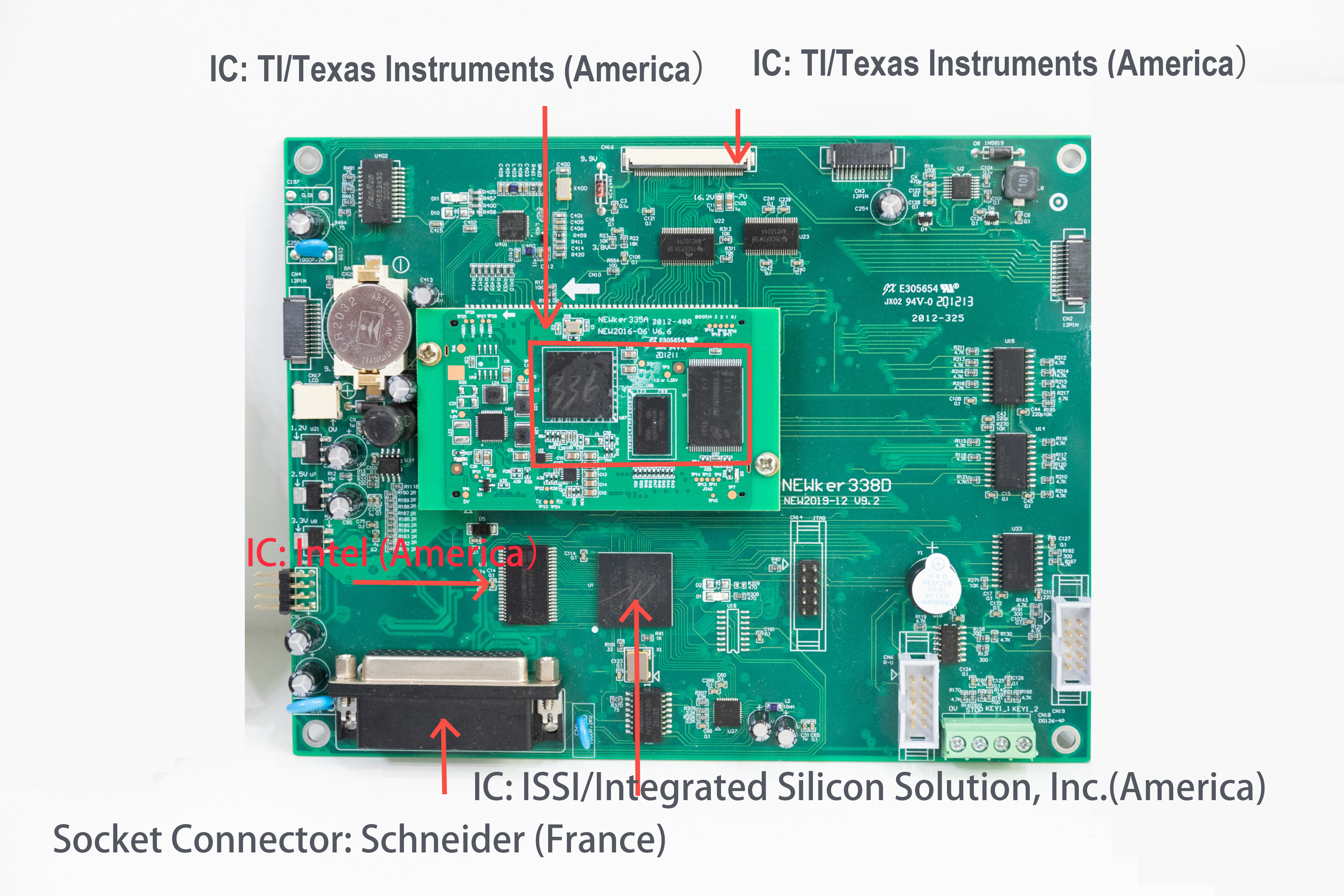
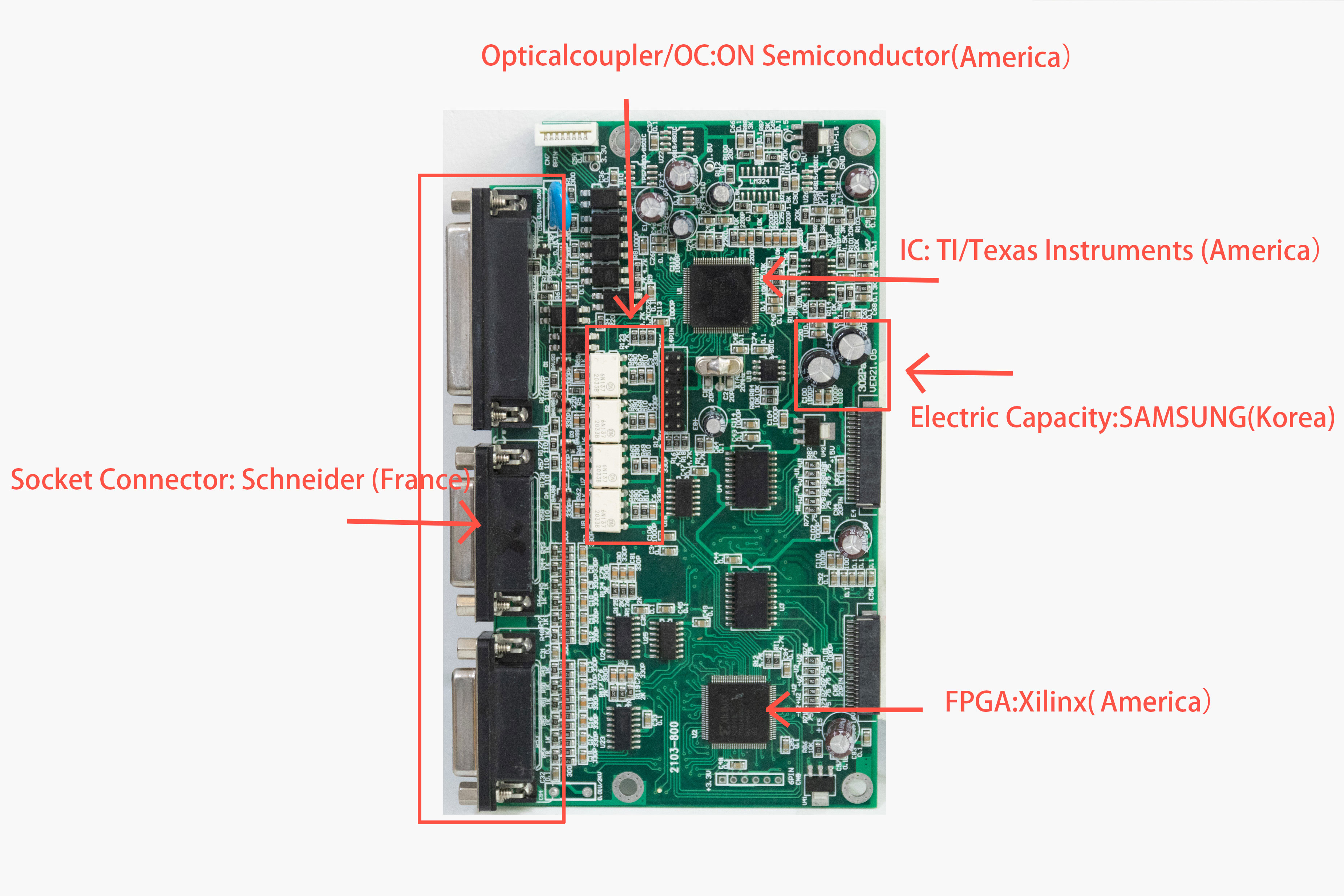
Notam partium internarum utimur sunt hae:
1